I consider these tools to be essential.
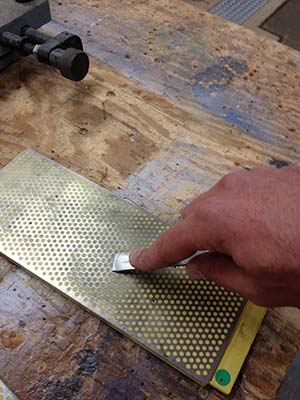
A good sharpening block is well worth the good money you'll pay for one. This saves you time and you will actually sharpen your tools which will allow you to actually make good work.
A card scraper or cabinet scraper is the most usefull tool. A good one is about $10-15, it can be used to clean out glue from inside corners, but once you learn how to sharpen it the cabinet scraper becomes much faster than sanding and leaves a much cleaner finish.
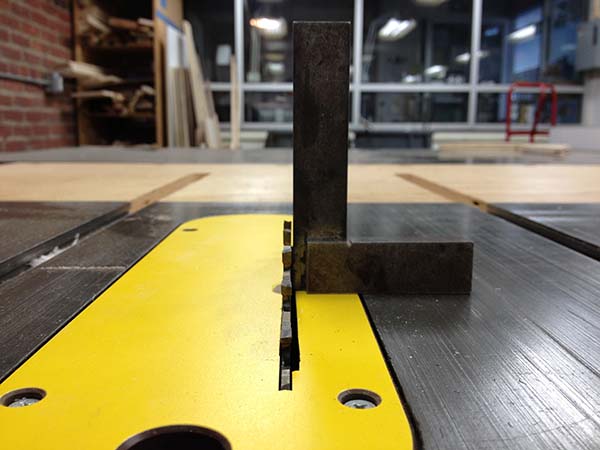
Machine square and combination square are necessary to make your tools square, you can't eyeball this or use the marks on machines.
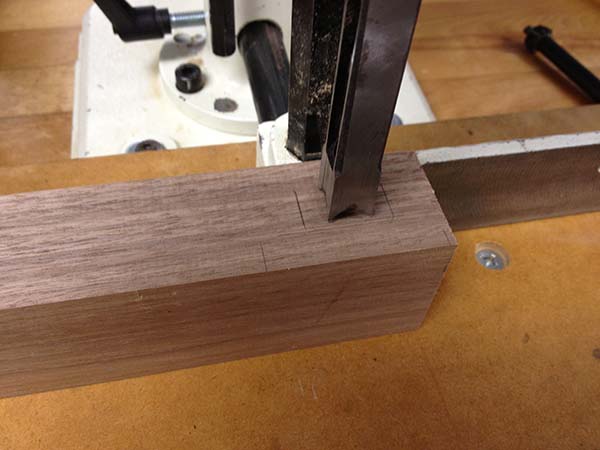
A marking guage is essential if you want to make tenons and mortises. you can get by without one, but you won't be making many joints very fast.
I am a sucker for 6 inch rulers, I probably own 5 of them, and I'll always buy another one if it's cool. General makes one that has decimal to fraction conversions on the back! The 12 inch ruler is super usefull too, but not essential.
A sanding block should always be used with sand paper. It's faster. |